Отличное оборудование литье пластмасс под давлением
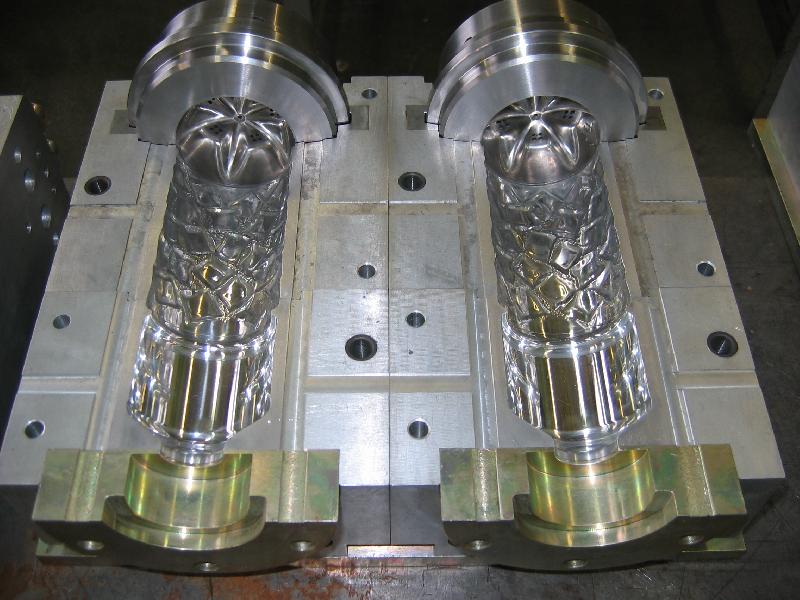 Процесс литья под давлением – это способ получения отливок из металла или пластмасс в специальных прессформах. Для обеспечения идеального процесса следует отдавать предпочтение качественному оборудованию литья пластмасс под давлением. Прессформы заполняются металлом с высокой скоростью под давлением, что позволяет материалу приобрести их форму. Литье под давлением дает возможность получать детали для сантехнического оборудования, карбюраторы двигателей, блоки для двигателей из алюминия и прочее. Производится процесс литья под давлением на машинах двух типов – холодного и горячего прессования. Формы, в которые заливают металл, называют прессформами и изготавливаются из стали. Оформляющая полость формы соответствует наружной поверхности отливки, учитывая факторы, которые влияют на точность размеров. Помимо этого в прессформу помещают подвижные стержни из металла, которые образуют полость отливки, а также выталкиватели. Процесс литья под давлением – это способ получения отливок из металла или пластмасс в специальных прессформах. Для обеспечения идеального процесса следует отдавать предпочтение качественному оборудованию литья пластмасс под давлением. Прессформы заполняются металлом с высокой скоростью под давлением, что позволяет материалу приобрести их форму. Литье под давлением дает возможность получать детали для сантехнического оборудования, карбюраторы двигателей, блоки для двигателей из алюминия и прочее. Производится процесс литья под давлением на машинах двух типов – холодного и горячего прессования. Формы, в которые заливают металл, называют прессформами и изготавливаются из стали. Оформляющая полость формы соответствует наружной поверхности отливки, учитывая факторы, которые влияют на точность размеров. Помимо этого в прессформу помещают подвижные стержни из металла, которые образуют полость отливки, а также выталкиватели.Если отливка осуществляется на машинах холодного прессования, то требуемое количество сплава металла помещается в камеру прессования вручную или же заливочным дозирующим устройством. Из камеры прессования сплав, на который оказывает давление прессующий поршень, через литниковые каналы поступает в оформляющую полость, в которой плотно закрывается полость. Если в камере прессования остается лишний сплав, то он удаляется в виде пресс-остатка. Как только металл внутри формы затвердевает, ее открывают. После того как снимут подвижные стержни, отливка, за счет выталкивателя вынимается из формы. Если мы используем машины с горячей камерой прессования, то сплав из тигля нагревательной печи попадает в камеру самотеком. Как только камера будет заполнена, срабатывает автоматическое устройство, которое срабатывает через определенный интервал времени. В это время поршень осуществляет давление на жидкий сплав, который под давлением поступает в специальную форму для кристаллизации, через обогреваемый мундштук и литниковую втулку. У полученных отливок необходимо обрезать облой. Далее происходит термообработка. Для такого метода литья необходимо высокое давление и высокая скорость. Для достижения высокого качества отливок необходимо контролировать ряд параметров. Это ряд технологических и конструктивных факторов, таких как стабильность температуры сплава, выбор самого сплава, конструкция отливки и так далее. Благодаря этому методу можно обеспечить высокую производительность, а также обеспечить высокое качество поверхности. |